


自動化控制技術
- 聯系我們
發布者:武漢南銳工程
上架時間:2023-06-17 10:40:38
產品描述: 自動化控制系統組成和功能 一、電氣系統組成 1.供電系統 大型系統如鐵水脫硫、熱風爐、高爐噴煤等系統,一般是兩段10kV/0.4kV變壓器電源供電,兩段母線間設置母聯,當其中任何一路電源故障時,另一路電源可以承擔所有系統的負荷。采用單母線分段接線方式,即:兩個受電柜
自動化控制系統組成和功能
一、電氣系統組成
1.供電系統
大型系統如鐵水脫硫、熱風爐、高爐噴煤等系統,一般是兩段10kV/0.4kV變壓器電源供電,兩段母線間設置母聯,當其中任何一路電源故障時,另一路電源可以承擔所有系統的負荷。采用單母線分段接線方式,即:兩個受電柜,帶一個聯絡柜。柜內母排貫通。
電氣柜的額定值:
-額定的絕緣電壓:AC660V
-額定頻率:50Hz
-額定電壓:AC380V
-相位:3相5線(3+N+PE)
組成成份:
-空氣電路斷路器
-塑殼斷路器
-電流互感器
-安培計
-伏特表
-控制回路隔離變壓器
-柜內元器件采用施奈德產品
2.馬達控制中心
馬達控制中心采用固定式GGD柜型,柜內主要電氣元器件(斷路器、接觸器、繼電器等)選用施耐德產品,由PLC控制。
3.變頻器(VVVF)
電機功率大于37kw的電機控制均使用變頻器,變頻器選用西門子系列產品,與PLC通過硬接線連接。急停功能采用硬接線方式完成。
類型:室內使用,金屬固定式GGD柜型,金屬封閉,IP31以上
電路斷路器類型:鑄模外殼電路斷路器
電氣柜的額定值:
-額定的輸入電壓:AC380V±10%
-額定的輸入頻率:50Hz
-控制電壓:AC220V+10%DC24V
-控制信號:硬接線
-控制范圍:1:10(最大)
-過載能力:150%,1min
-控制:V/F恒定控制
-變頻器類型:大功率晶體管橋脈沖寬度調制
4.接地技術說明
接地系統:電阻
低壓設備≤1Ω
計算機、儀表、PLC≤1Ω
5.現場操作箱
現場操作箱設置在機旁,可以對工藝設備進行就地操作。部分現場操作箱采用遠程I/O與PLC控制系統連接,雙層門防塵保護結構,高溫輻射區域采取隔熱措施。內部轉換開關、按鈕、信號燈等電氣元件選用施耐德產品。
二、檢測儀表組成
儀表產品的設計選型以先進、實用、經濟、可靠為原則,采用技術成熟、運行可靠的設備,關鍵儀表將采用引進國外技術生產的或國外進口儀表。
(1)流量:氣體流量檢測儀表可選用孔板流量計。
(2)料位選用超聲波或雷達料位計。
(3)稱量罐的稱量選用高精度小型防抗側力的稱重傳感器及稱重變送器。
(4)壓力(差壓)變送器選用EJA智能型產品,或者國內知名品牌的產品。
(5)溫度檢測以熱電阻、熱電偶為主。
(6)調節閥選用國內知名品牌的蝶閥或單/雙座閥,執行機構采用模塊化智能電子式或氣動執行機構+進口智能型閥門定位器。
三、自動化系統組成
1.PLC選用SiemensS7系列產品。
控制器:充分考慮系統的先進性、可靠性和擴展性,選用的處理器要滿足相應的控制要求,具有在線編程和修改的能力,其硬件按15%I/O余量、50%內存余量、10%空槽位、網絡通訊負載率≤20%的要求配置。
2.監控站:
選用當前推出的國際標準化、開放性能好、售后服務支持好的通用型主機。計算機的內、外存容量,網絡通訊能力、機柜空間和插件槽的位置等均應留有適當的余地,以便于將來系統的擴展。其配置以當前主流配置為主。
3.軟件配置:
監控軟件WinCC(無限點、含接口驅動)、編程軟件Step7均采用優良版本,運行環境為WinXP中文版。
四、自動控制系統應用功能層次:
自動控制系統由檢測控制儀表、電氣傳動設備及以計算機為主體設備的分布式控制系統共同組成。自動控制系統在系統應用功能上由2級組成。
L1級:基礎自動化級,主要完成生產過程的數據采集、處理、顯示和記錄,執行對生產過程的連續調節控制和邏輯順序控制;
L2級:過程控制級,主要完成生產過程操作指導、作業管理、模型計算、數據處理及存儲。
網絡:各層之間采用工業以太網TCP/IP協議,網絡交換機采用工業交換機,網絡線物理連接介質采用12芯多模光纜和超五類屏蔽雙絞線綜合布線。
監控系統能進行中文組態和操作,并具有歷史數據存儲,歷史趨勢顯示、報警和事件記錄以及自由格式報表和音響報警功能。
五、自動控制系統功能
1.電氣、儀表、基礎自動化控制系統及計算機過程控制系統將滿足機電設備運轉要求及性能要求、鐵水脫硫、熱風爐、高爐噴煤等系統工藝要求、生產控制及管理要求。采用管控一體化理念設計三電系統。依據多年從事冶金行業三電控制系統的設計經驗,結合國外冶金自動化技術的發展情況,采用西門子SiemensS7系列作為控制核心,現場總線PROFIUS-DP與ET200遠程站、變頻調速裝置、馬達控制中心、現場儀表等實現對現場過程數據采集控制。
2.系統采用2層網絡結構,即信息層、現場總線層。
a.信息層:在過程控制計算機與PLC和HMI之間,PLC之間,HMI之間,PLC與HMI之間傳送控制信息、設備運轉情況等信息。在生產管理用計算機、過程控制計算機之間傳輸生產標準、質量信息、技術信息、生產信息、管理信息、設備的運轉情況及生產實績等數據。
b.現場總線層:是PLC等控制設備和現場監測設備、驅動設備、現場操作盤連接起來的一種網絡。它只需一條網絡線就可以把現場的多個傳感器、驅動設備、現場操作盤加以連接,大大減少了布線的數量和工時。功能描述:
該技術規格適用于鐵水脫硫、熱風爐、高爐噴煤等系統站的儀表和集中工藝過程控制系統,以便于鐵水脫硫、熱風爐、高爐噴煤等系統執行下列功能:
檢測、測量、指示、記錄、合計過程變量,例如:流量、壓力等。
控制PID環路儀表且順序控制機械和電氣裝置。
產生報警,觀察整個設備的狀態。
3.數據庫管理和維護
數據庫的管理和維護是設置不同的權限在不同的終端上實現不同的功能來實現的。如數據庫結構修改只有軟件工程師有權限,而工藝工程師有權限修改模型的參數,操作人員有權限對某些數據的顯示、修改、拷貝、存取等。
![]()
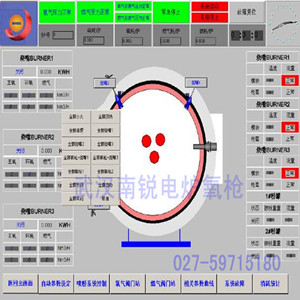
武漢南銳公司結合在大高爐噴煤技術上成功的經驗,開發出一套成熟的、經濟效益明顯的高爐噴煤技術;KR鐵水脫硫及單吹顆粒鎂脫硫系統在國內多家鋼廠成功使用;飛錘式連鑄板坯去毛刺機去毛刺效果優異,不銹鋼板坯上下端面同時去毛刺;生產的連鑄板坯電弧鋁絲噴號機工作穩定,字跡清晰,采用全過程自動控制,運行良好;板坯結晶器錐度儀和開口度檢測儀的穩定性、精度及功能超過國內同行水平,其產品得到國內板坯廠家的普遍認可;環保型自動噴碳系統可實現全過程自動控制、流量連續調節;智能型電爐集束氧槍及碳氧燃燒系統完全可以取代國外同類產品。
![]()
武漢南銳工程技術有限公司
電話:027-59715170 59715180
咨詢手機:郭女士13638680161
郵箱:whss@whsset.com
郵編:430074
網址:http://m.rch.org.cn
地址:湖北省武漢東湖開發區東信路SBI街5棟401號

