

重型機械設備生產-鋼材的成型彎曲規范
發布時間:2023-06-27 18:56:53 作者:武漢南銳 瀏覽量:86
武漢南銳工程技術有限公司專注連鑄噴號機、連鑄去毛刺機、結晶器錐度儀、開口度檢測儀、鐵水脫硫設備、高爐噴煤設備、熱風爐設備、電爐氧燃設備等成套設備研發制造15年,嚴格執行ISO9001:2008國際質量管理體系認證標準及國家質量技術生產執行標準。JB/T 5000.3-2007重型機械設備生產-鋼材的成型彎曲規范:
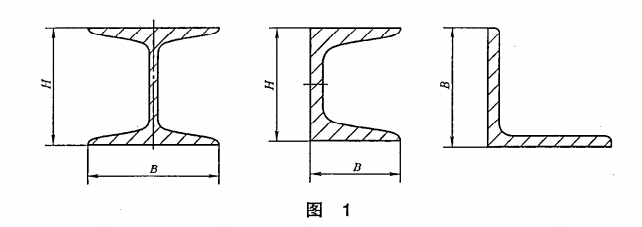
1. 鋼材的卷圓彎曲,當彎曲半徑(內半徑)大于下列數值時,可冷彎(見圖1)。但是不管冷彎還是熱彎,均應將彎曲部分附近鋼板棱角進行倒棱處理。
1、鋼板:對于低合金鋼R≥25δ;
對于低碳鋼R≥20δ。
R——彎曲半徑;δ-鋼板厚度。
2、工字鋼:R≥25H或R≥25B(隨彎曲方向而定);
H—工字鋼高;B—工字鋼寬。
3、槽鋼:R≥45B或R≥25H(隨彎曲方向而定);
H—槽鋼高;B—槽鋼寬。
4、角鋼:R≥45B;
B—角鋼邊寬(對不等邊角鋼隨彎曲方向而定)。
2. 鋼材的卷圓彎曲,當彎曲半徑(內半徑)小于5.1規定的數值時,需根據具體情況由工藝員確定是否在熱彎或冷彎后進行退火熱處理。
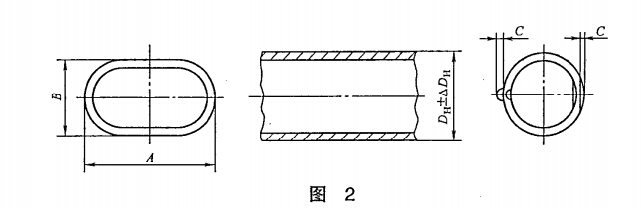
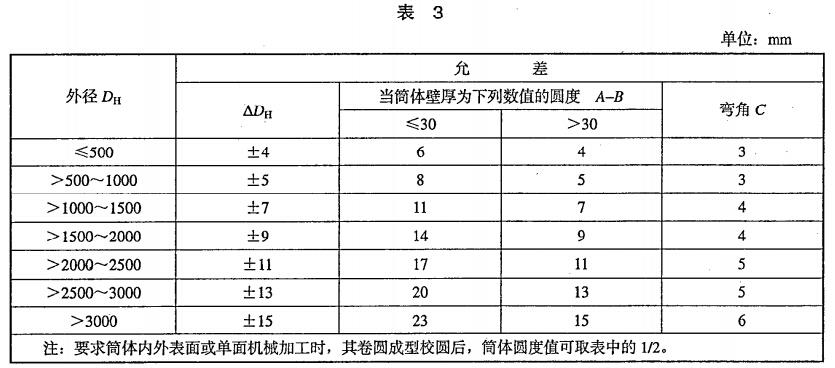
3. 彎曲成型的筒體尺寸允差按圖2、表3的規定。
4.簡體與筒體對接環縫或簡體縱縫的錯邊量P不得大于厚度的200-/0且最大不超過4mm(見圖3、圖4)。
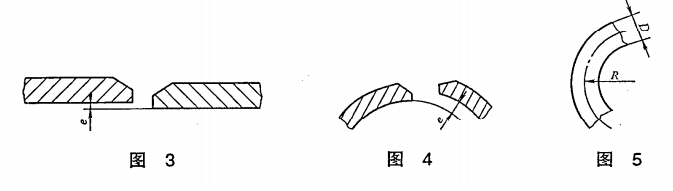
5. 管子的彎曲成型,熱彎時,加熱溫度為900℃~1000℃。彎曲過程中溫度不得低于700℃,冷彎應在專用的彎管機上進行。
6. 管子的彎曲半徑R(見圖5),應符合JB/T 5000.11中的規定。
南銳成套產品圖(部分):
 |  |  |  |
| 高爐噴煤 | 噴吹法鐵水脫硫 | 結晶器錐度儀 | 電爐氧槍 |
這些企業都是武漢南銳的經典客戶哦
 |  |  |  |
| 大冶特殊鋼 | 福建三鋼 | 武漢鋼鐵 | 寶鋼 |
![]()
武漢南銳公司結合在高爐噴煤技術上的成功經驗,開發出一套成熟的、經濟效益明顯的高爐噴煤技術;KR鐵水脫硫及單吹顆粒鎂脫硫系統在國內多家鋼廠成功使用;飛錘式連鑄板坯去毛刺機去毛刺效果優異,首創不銹鋼板坯上下端面同時去毛刺;生產的連鑄板坯電弧鋁絲噴號機工作穩定,字跡清晰,采用全過程自動控制,運行良好;板坯結晶器錐度儀和開口度檢測儀的穩定性、精度及功能超過國內同行水平,其產品得到國內板坯廠家的普遍認可;環保型自動噴碳系統可實現全過程自動控制、流量連續調節;智能型電爐集束氧槍及碳氧燃燒系統完全可以取代國外同類產品。
![]()
武漢南銳工程技術有限公司
電話:027-59715170 59715180
傳真:027-59715190
郵箱:whss@whsset.com
網址1:
網址2:
本文由武漢南銳工程技術有限公司編輯部整理,轉載請注明出處。
更多南銳產品相關資訊,請點擊瀏覽武漢南銳工程技術有限公司網站http://m.rch.org.cn
